
تحسين عملية تصنيع التروس لتشكيل أجزاء التروس الطويلة
في الوقت الحاضر ، لا تزال معالجة التروس بشكل رئيسيالعتاد هوايةوتشكيل العتاد. تقنيات المعالجة المختلفة لها خصائص مختلفة. في المعالجة الفعلية ، غالبا ما يتم اختيار أنسب تكنولوجيا معالجة وفقا لخصائص الأجزاء ؛ سيؤثر اختيار تقنيات المعالجة المختلفة وحتى يقرر جودة ومستوى المعالجة. في المرحلة الحالية من تكنولوجيا معالجة التروس في بلدي ، لا يزال هناك العديد من المشاكل التي تحتاج إلى النظر فيها من قبل مصممي العمليات ، ويتم اقتراح طرق جديدة باستمرار لتحسين مستوى تكنولوجيا معالجة التروس.
تعتمد عملية تصنيع التروس لأجزاء التروس بشكل عام عملية تعويذة التروس بكفاءة عالية ؛ بالمقارنة مع عملية تعويب الترس ، على الرغم من أن عملية تشكيل التروس أقل كفاءة ، إلا أن دقتها أفضل من دقة هواية التروس. بالإضافة إلى ذلك ، يمكن لتشكيل التروس معالجة الأسنان الداخلية وخارج المحور. التروس أقرب إلى الكتف. على سبيل المثال ، لبعض الوقتأجزاء التروس رمح، نظرا للحد من هيكل كتف العمود، لا يوجد ما يكفي من هواية التروس، لذلك لا يمكن اعتماد عملية تشكيل التروس إلا من خلال ذلك. ومع ذلك ، نظرا لانخفاض كفاءة تشكيل التروس ، فإن تحسين العملية مهم بشكل خاص. من خلال تصميم تركيبات الشد الأوتوماتيكية وتحسين معلمات القطع والبدلات ، يمكن تحسين كفاءة معالجة تشكيل التروس.
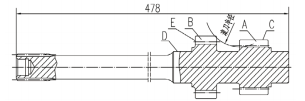
يوضح الشكل 1 عمود محرك خرج الطاقة لأجزاء الجرار ، حيث تكون وحدة الأسنان A 5 مم وعدد الأسنان 11 ، ووحدة الأسنان B 5 مم وعدد الأسنان 13. يمكن تقييد الأسنان B مباشرة ، في حين أن الأسنان B تتداخل مع الموقد عندما يتم تقييد الأسنان A مباشرة ، ولا يمكن معالجتها إلا عن طريق تشكيل الترس لفترة طويلة. تستخدم معالجة أجزاء العمود بشكل عام الثقوب المركزية في كلا الطرفين كمرجع لتحديد المواقع ، ولكن هذا الجزء طويل (478 مم) ، والدائرة الخارجية للقضيب رقيقة نسبيا (Φ30 مم) ، وبالتالي فإن عملية تشكيل الأسنان للسن A تعتمد الدائرة الخارجية D ونهاية الوجه E تحديد المواقع ، يدويا استخدم مؤشر الاتصال الهاتفي للعثور على الدائرة الخارجية C من جزء السن A ومعالجتها ؛ C و D الدائرة الخارجية و E نهاية الوجه لديها عملية طحن دقيقة قبل تشكيل الأسنان. علاوة على ذلك ، تحتاج التركيبات إلى تشديد أربعة ألواح ضغط يدويا لضغط الأجزاء. كفاءة المعالجة وكفاءة التثبيت منخفضة للغاية ، كما أن كثافة العمالة عالية أيضا. تتم معالجة 15 قطعة فقط في كل نوبة ، والتي أصبحت عنق الزجاجة في معالجة هذا الجزء ، مما يؤثر بشكل خطير على الطاقة الإنتاجية. يوضح الشكل 2 تركيبات التثبيت اليدوية قبل تحسين العملية. من خلال تحليل هيكل الجزء وخطة العملية الأصلية ، يعتقد أن المشكلة الرئيسية لمعالجة هذا الجزء هي انخفاض كفاءة المعالجة. لحل هذه المشكلة ، يمكن العثور على اختراقات في الجانبين التاليين: أولا ، من حيث تكنولوجيا المعالجة: إيجاد طرق معالجة فعالة للتعويض عن عيب الكفاءة المنخفضة لعملية تشكيل التروس. ثانيا ، التجهيز: تم تصميم تركيبات تشكيل تروس جديدة مع تشديد تلقائي وعدم وجود فجوة في تحديد المواقع ، دون محاذاة يدوية من قطعة واحدة ومسامير السطح الزجاجي العلوي ، مما يحسن بشكل كبير من اللقط.
تعد عملية الربط التروس هي عملية التشغيل الآلي الأكثر كفاءة في الوقت الحالي ، ولكن الهواية المباشرة سيكون لها تداخل في الأدوات. لذلك فكرت في الجمع بين هواية التروس وتشكيل التروس ، أي أن هواية التروس تزيل فقط معظم بدل التشغيل الآلي دون معالجته حسب الحجم ، ويتم معالجة البدل المتبقي عن طريق تشكيل التروس إلى الحجم ، والذي يمكن أن يتجنب تداخل الأداة ، ويمكنه أيضا تحقيق الغرض من تحسين الكفاءة. لتصميم التشديد التلقائي ، فإن أول شيء يجب مراعاته هو هيكل الجزء. نظرا للهيكل الطويل نسبيا للأجزاء ، من الصعب تصميم التجهيزات: يبلغ طول الأجزاء 478 مم ، ويجب تثبيت معظم الأطوال على سطح عمل أداة الماكينة ، والتي تصل بشكل أساسي إلى حد معالجة أداة الماكينة. وفقا للتصميم التقليدي ، من الصعب للغاية تصنيع التركيبات ، ومن الصعب ضمان دقة التصنيع ، كما أن الوزن كبير جدا ، وسيكون السعر باهظ الثمن.
من خلال التحليل النظري ورسم الجزء (انظر الشكل 1) ، وجد أن تداخل الهواية في A صغير. على سبيل المثال ، يمكن أن يؤدي تقليل الوضع الطبيعي الشائع للهواية بمقدار 1 مم إلى إكمال الهواية ؛ بعد الهواية الخشنة ، استخدم عملية تشكيل التروس تعالج البدل المتبقي من الأسنان لإكمال معالجة شكل السن النهائي. وبهذه الطريقة ، تنقسم العملية إلى قسمين ، وبدل التشغيل الآلي لطريقتي المعالجة صغير ، ويمكن استخدام معالجة الأعلاف الكبيرة ، وكفاءة عملية الهواية عالية بطبيعتها ، لذلك سيتم مضاعفة كفاءة المعالجة.
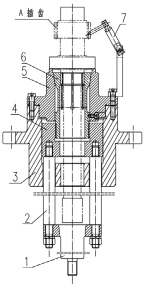
بعد تحليل العملية الأصلية ، فإن الدائرة الخارجية D والوجه النهائي E هما المسند الأرضي ، لذلك لا يزال يتم وضع التركيبات الجديدة على الدائرة الخارجية D والوجه النهائي E. ويوضح الشكل 2 الرسم البياني التخطيطي لتجميعها . وكانت دقة المعالجة المنخفضة السابقة ناتجة أساسا عن الفجوة في تحديد المواقع بين الدائرة الخارجية D والتركيب، ولم تكن دقة المحاذاة اليدوية عالية؛ تستخدم التركيبات الجديدة كوليه مرن لعقد الدائرة الخارجية D ، ولا توجد فجوة لتحديد المواقع ، وليس هناك حاجة لمحاذاة الدائرة الخارجية للسن ؛ الأسطوانة المرنة يتم توصيل المشبك بالأسطوانة الهيدروليكية لأداة الماكينة من خلال صمولة التوصيل وقضيب التوصيل وقضيب التعادل ، ويتم الانتهاء من عملية تحديد المواقع والشد التلقائية للأجزاء مع عمل الأسطوانة الهيدروليكية لأداة الماكينة. يتم استخدام أربعة قضبان ربط طويلة لتوصيل كوليه المرن والأسطوانة الهيدروليكية لأداة الماكينة ، والتي لا تتجنب فقط قضيب الجزء الطويل ، ولكنها لا تتسبب أيضا في زيادة وزن المشبك ، وتوفر المواد وتقلل من تكلفة المشبك. تم تجهيز الجزء العلوي من الجسم بمقياس يدوي لمحاذاة الأسنان. بعد ضبط القطعة الأولى ، يمكن أن يضمن مقياس محاذاة الأسنان اللاحق المراسلات بين أخاديد الأسنان لكل جزء وأسنان القاطع. نظرا لأن الخط العادي المشترك يحتوي على هامش 1 مم ، فإن محاذاة الأسنان مريحة وسريعة ، ويمكنها أيضا تلبية متطلبات دقة تشكيل التروس.
قبل تنفيذ العملية الجديدة ، نظرا لانخفاض كفاءة تشكيل التروس وتثبيتها ، تمت معالجة 15 قطعة فقط لكل نوبة. بعد اعتماد العملية الجديدة ، كانت عملية التدحرج الخام 60 قطعة لكل نوبة ، وكانت عملية التوصيل الدقيقة 35 قطعة لكل نوبة ، مما ضاعف وقت المعالجة. بالإضافة إلى ذلك ، تم أيضا تحسين دقة الأجزاء بشكل كبير ، ولا يلزم محاذاة تثبيت تشكيل التروس ، لذلك يتم إلغاء عملية ما قبل التشطيب الساخنة للدائرة الخارجية C من جزء السن. يستخدم هذا الجزء عملية الهواية الخشنة ، والتي يجب فحصها ومعالجتها من خلال التجارب ، ويتم التحكم بدقة في حجم الخط الطبيعي المشترك وقطع السكين لتجنب التداخل مع السن B الناجم عن القطع المفرط ؛ تجهيز. بالإضافة إلى ذلك ، يجب أن تولي عملية تشكيل التروس اهتماما أساسيا لتشغيل الأسنان ، وذلك لتجنب عدم دقة الأسنان ولا يمكن معالجة سطح السن بالكامل.
من خلال التحسين المبتكر لخطة العملية والتصميم المبتكر لتركيبات تشكيل التروس ، مع تحسين كفاءة المعالجة ، يتم تحسين جودة معالجة الأجزاء ، وتقليل عملية الطحن الزائدة عن الحاجة ، ويتم تحقيق التحسين العام للعملية ، ومعالجة الأجزاء الخاصة في المستقبل. يتم توفير مخطط عملية جديد. لذلك ، لا يمكن لتصميم العملية الميكانيكية وتحسينها إيجاد حل إلا من خلال اختراق التفكير المعالج التقليدي ، وبناء على النظرية وإجراء التحقق العملي المستمر ، يمكن أن يصبح حلا مجديا ومبتكرا.
مصدر المقال:齿轮传动
تعتمد عملية تصنيع التروس لأجزاء التروس بشكل عام عملية تعويذة التروس بكفاءة عالية ؛ بالمقارنة مع عملية تعويب الترس ، على الرغم من أن عملية تشكيل التروس أقل كفاءة ، إلا أن دقتها أفضل من دقة هواية التروس. بالإضافة إلى ذلك ، يمكن لتشكيل التروس معالجة الأسنان الداخلية وخارج المحور. التروس أقرب إلى الكتف. على سبيل المثال ، لبعض الوقتأجزاء التروس رمح، نظرا للحد من هيكل كتف العمود، لا يوجد ما يكفي من هواية التروس، لذلك لا يمكن اعتماد عملية تشكيل التروس إلا من خلال ذلك. ومع ذلك ، نظرا لانخفاض كفاءة تشكيل التروس ، فإن تحسين العملية مهم بشكل خاص. من خلال تصميم تركيبات الشد الأوتوماتيكية وتحسين معلمات القطع والبدلات ، يمكن تحسين كفاءة معالجة تشكيل التروس.
1. هيكل الشغل وتحليل الوضع الحالي
يوضح الشكل 1 عمود محرك خرج الطاقة لأجزاء الجرار ، حيث تكون وحدة الأسنان A 5 مم وعدد الأسنان 11 ، ووحدة الأسنان B 5 مم وعدد الأسنان 13. يمكن تقييد الأسنان B مباشرة ، في حين أن الأسنان B تتداخل مع الموقد عندما يتم تقييد الأسنان A مباشرة ، ولا يمكن معالجتها إلا عن طريق تشكيل الترس لفترة طويلة. تستخدم معالجة أجزاء العمود بشكل عام الثقوب المركزية في كلا الطرفين كمرجع لتحديد المواقع ، ولكن هذا الجزء طويل (478 مم) ، والدائرة الخارجية للقضيب رقيقة نسبيا (Φ30 مم) ، وبالتالي فإن عملية تشكيل الأسنان للسن A تعتمد الدائرة الخارجية D ونهاية الوجه E تحديد المواقع ، يدويا استخدم مؤشر الاتصال الهاتفي للعثور على الدائرة الخارجية C من جزء السن A ومعالجتها ؛ C و D الدائرة الخارجية و E نهاية الوجه لديها عملية طحن دقيقة قبل تشكيل الأسنان. علاوة على ذلك ، تحتاج التركيبات إلى تشديد أربعة ألواح ضغط يدويا لضغط الأجزاء. كفاءة المعالجة وكفاءة التثبيت منخفضة للغاية ، كما أن كثافة العمالة عالية أيضا. تتم معالجة 15 قطعة فقط في كل نوبة ، والتي أصبحت عنق الزجاجة في معالجة هذا الجزء ، مما يؤثر بشكل خطير على الطاقة الإنتاجية. يوضح الشكل 2 تركيبات التثبيت اليدوية قبل تحسين العملية. من خلال تحليل هيكل الجزء وخطة العملية الأصلية ، يعتقد أن المشكلة الرئيسية لمعالجة هذا الجزء هي انخفاض كفاءة المعالجة. لحل هذه المشكلة ، يمكن العثور على اختراقات في الجانبين التاليين: أولا ، من حيث تكنولوجيا المعالجة: إيجاد طرق معالجة فعالة للتعويض عن عيب الكفاءة المنخفضة لعملية تشكيل التروس. ثانيا ، التجهيز: تم تصميم تركيبات تشكيل تروس جديدة مع تشديد تلقائي وعدم وجود فجوة في تحديد المواقع ، دون محاذاة يدوية من قطعة واحدة ومسامير السطح الزجاجي العلوي ، مما يحسن بشكل كبير من اللقط.

2. الكفاءة ودقة تشكيل العتاد
تعد عملية الربط التروس هي عملية التشغيل الآلي الأكثر كفاءة في الوقت الحالي ، ولكن الهواية المباشرة سيكون لها تداخل في الأدوات. لذلك فكرت في الجمع بين هواية التروس وتشكيل التروس ، أي أن هواية التروس تزيل فقط معظم بدل التشغيل الآلي دون معالجته حسب الحجم ، ويتم معالجة البدل المتبقي عن طريق تشكيل التروس إلى الحجم ، والذي يمكن أن يتجنب تداخل الأداة ، ويمكنه أيضا تحقيق الغرض من تحسين الكفاءة. لتصميم التشديد التلقائي ، فإن أول شيء يجب مراعاته هو هيكل الجزء. نظرا للهيكل الطويل نسبيا للأجزاء ، من الصعب تصميم التجهيزات: يبلغ طول الأجزاء 478 مم ، ويجب تثبيت معظم الأطوال على سطح عمل أداة الماكينة ، والتي تصل بشكل أساسي إلى حد معالجة أداة الماكينة. وفقا للتصميم التقليدي ، من الصعب للغاية تصنيع التركيبات ، ومن الصعب ضمان دقة التصنيع ، كما أن الوزن كبير جدا ، وسيكون السعر باهظ الثمن.
3. تحسين خطة المعالجة
من خلال التحليل النظري ورسم الجزء (انظر الشكل 1) ، وجد أن تداخل الهواية في A صغير. على سبيل المثال ، يمكن أن يؤدي تقليل الوضع الطبيعي الشائع للهواية بمقدار 1 مم إلى إكمال الهواية ؛ بعد الهواية الخشنة ، استخدم عملية تشكيل التروس تعالج البدل المتبقي من الأسنان لإكمال معالجة شكل السن النهائي. وبهذه الطريقة ، تنقسم العملية إلى قسمين ، وبدل التشغيل الآلي لطريقتي المعالجة صغير ، ويمكن استخدام معالجة الأعلاف الكبيرة ، وكفاءة عملية الهواية عالية بطبيعتها ، لذلك سيتم مضاعفة كفاءة المعالجة.
4. تصميم التركيبات التلقائي
بعد تحليل العملية الأصلية ، فإن الدائرة الخارجية D والوجه النهائي E هما المسند الأرضي ، لذلك لا يزال يتم وضع التركيبات الجديدة على الدائرة الخارجية D والوجه النهائي E. ويوضح الشكل 2 الرسم البياني التخطيطي لتجميعها . وكانت دقة المعالجة المنخفضة السابقة ناتجة أساسا عن الفجوة في تحديد المواقع بين الدائرة الخارجية D والتركيب، ولم تكن دقة المحاذاة اليدوية عالية؛ تستخدم التركيبات الجديدة كوليه مرن لعقد الدائرة الخارجية D ، ولا توجد فجوة لتحديد المواقع ، وليس هناك حاجة لمحاذاة الدائرة الخارجية للسن ؛ الأسطوانة المرنة يتم توصيل المشبك بالأسطوانة الهيدروليكية لأداة الماكينة من خلال صمولة التوصيل وقضيب التوصيل وقضيب التعادل ، ويتم الانتهاء من عملية تحديد المواقع والشد التلقائية للأجزاء مع عمل الأسطوانة الهيدروليكية لأداة الماكينة. يتم استخدام أربعة قضبان ربط طويلة لتوصيل كوليه المرن والأسطوانة الهيدروليكية لأداة الماكينة ، والتي لا تتجنب فقط قضيب الجزء الطويل ، ولكنها لا تتسبب أيضا في زيادة وزن المشبك ، وتوفر المواد وتقلل من تكلفة المشبك. تم تجهيز الجزء العلوي من الجسم بمقياس يدوي لمحاذاة الأسنان. بعد ضبط القطعة الأولى ، يمكن أن يضمن مقياس محاذاة الأسنان اللاحق المراسلات بين أخاديد الأسنان لكل جزء وأسنان القاطع. نظرا لأن الخط العادي المشترك يحتوي على هامش 1 مم ، فإن محاذاة الأسنان مريحة وسريعة ، ويمكنها أيضا تلبية متطلبات دقة تشكيل التروس.

5. تأثير خطة العملية الجديدة
قبل تنفيذ العملية الجديدة ، نظرا لانخفاض كفاءة تشكيل التروس وتثبيتها ، تمت معالجة 15 قطعة فقط لكل نوبة. بعد اعتماد العملية الجديدة ، كانت عملية التدحرج الخام 60 قطعة لكل نوبة ، وكانت عملية التوصيل الدقيقة 35 قطعة لكل نوبة ، مما ضاعف وقت المعالجة. بالإضافة إلى ذلك ، تم أيضا تحسين دقة الأجزاء بشكل كبير ، ولا يلزم محاذاة تثبيت تشكيل التروس ، لذلك يتم إلغاء عملية ما قبل التشطيب الساخنة للدائرة الخارجية C من جزء السن. يستخدم هذا الجزء عملية الهواية الخشنة ، والتي يجب فحصها ومعالجتها من خلال التجارب ، ويتم التحكم بدقة في حجم الخط الطبيعي المشترك وقطع السكين لتجنب التداخل مع السن B الناجم عن القطع المفرط ؛ تجهيز. بالإضافة إلى ذلك ، يجب أن تولي عملية تشكيل التروس اهتماما أساسيا لتشغيل الأسنان ، وذلك لتجنب عدم دقة الأسنان ولا يمكن معالجة سطح السن بالكامل.
من خلال التحسين المبتكر لخطة العملية والتصميم المبتكر لتركيبات تشكيل التروس ، مع تحسين كفاءة المعالجة ، يتم تحسين جودة معالجة الأجزاء ، وتقليل عملية الطحن الزائدة عن الحاجة ، ويتم تحقيق التحسين العام للعملية ، ومعالجة الأجزاء الخاصة في المستقبل. يتم توفير مخطط عملية جديد. لذلك ، لا يمكن لتصميم العملية الميكانيكية وتحسينها إيجاد حل إلا من خلال اختراق التفكير المعالج التقليدي ، وبناء على النظرية وإجراء التحقق العملي المستمر ، يمكن أن يصبح حلا مجديا ومبتكرا.
مصدر المقال:齿轮传动
.jpg?imageView2/1/w/80/h/70)
.jpg?imageView2/1/w/80/h/70)

اترك تعليقا